
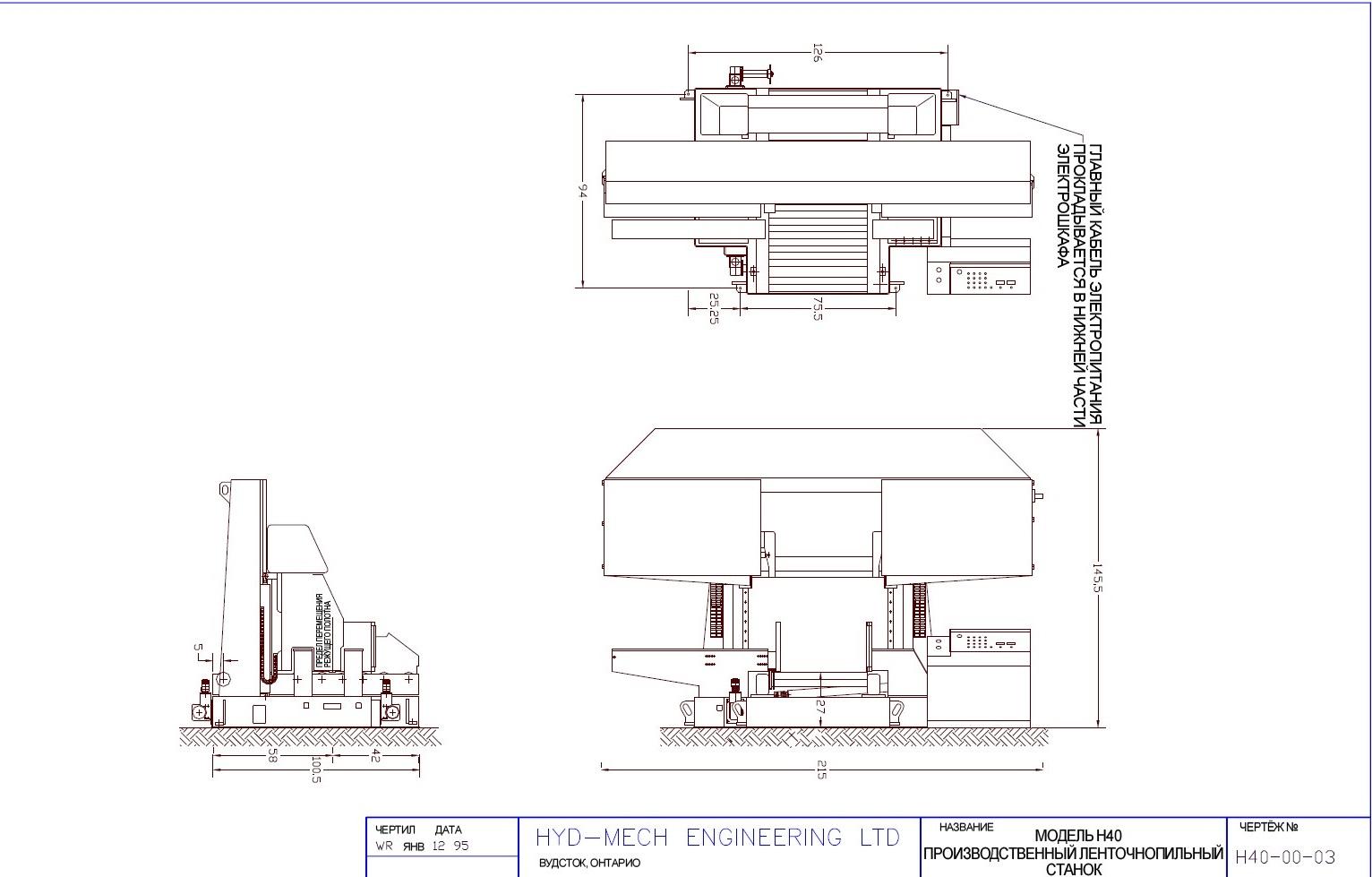
Двухколонный горизонтальный ленточнопильный станок H-40/80


{kind=link}
| Функциональные возможности | Прямоугольная заготовка | Круглая заготовка |
|---|---|---|
| 90° | 1016 мм x 2032 мм | диаметр 1016 мм |
 |
Размер полотна, мм | 76x13360 |
 |
Мощность, кВт | 15 |
 |
Скорость (м/мин) | 14-82 |
 |
Масса, кг | 23587 |
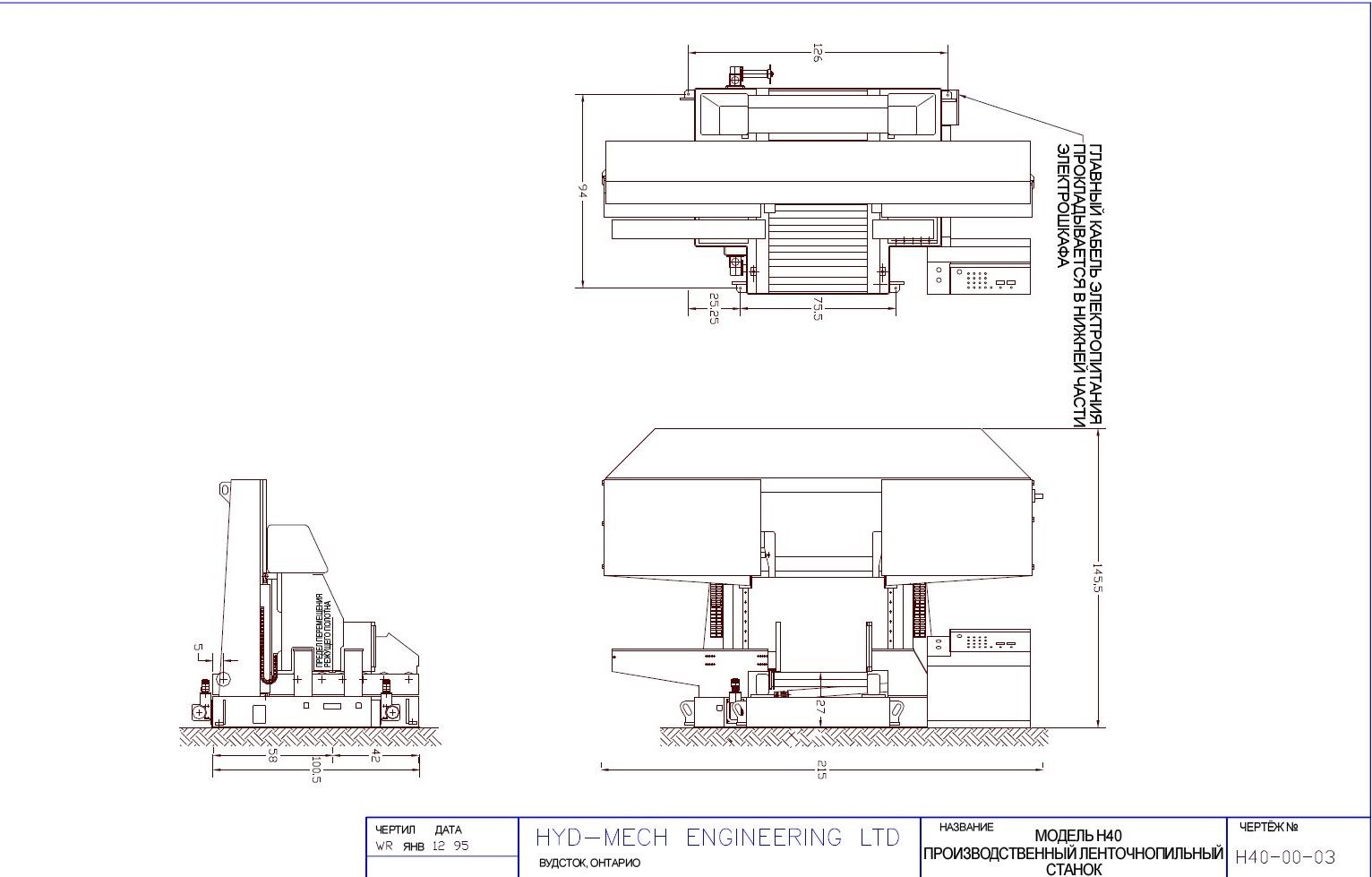
Станина станка – спроектирована и изготовлена из стальных компонентов, соединенных электросваркой, что обеспечивает максимальную жесткость и устойчивость. В станине имеется встроенный шнек для удаления стружки. Удалённая стружка поступает в передвижной контейнер для стружки. По четырём углам станины расположены выравнивающие опоры и регулировочные болты.
Двигатель мощностью 20 л. с. - режущее полотно приводится в движение мощным двухступенчатым редуктором и двигателем мощностью 15 кВт с преобразователем переменного тока. Скорость перемещения режущего полотна легко регулируется на панели управления, а широкий диапазон скоростей позволяет эффективно обрабатывать различные типы материалов.
Шкивы полотна – изготовлены из высококачественного чугуна и, наряду с валом редуктора, оснащены износостойкими подшипниками.
Направляющие полотна – представляют собой сменные твердосплавные вставки, устанавливаемые в высокопрочные чугунные кронштейны для направляющих, и обеспечивают точность обработки +/- 0,05 мм на 25 мм длины материала, а также превосходное гашение вибраций. Гидравлический привод кронштейна для направляющей на стороне натяжного шкива позволяет легко регулировать зазор кронштейна.
Приводная щётка для очистки полотна – щетка размером 4 дюйма с гидравлическим приводом поддерживает чистоту впадин между зубьями режущего полотна, благодаря чему достигается наилучшая производительность и продлевается срок службы полотна.
Система натяжения полотна – гидравлическая система натяжения режущего полотна позволяет автоматически поддерживать постоянное натяжение полотна во время работы и осуществлять его быстрое ослабление при необходимости замены.
Система подачи СОЖ – СОЖ нагнетается центробежным насосом, погруженным в бак для СОЖ вместимостью 102 литров, и обильно подается через направляющие сопла с твердосплавным покрытием. Для регулировки потока подаваемой СОЖ предусмотрены краны.
Гидравлическая система – давление нагнетается гидравлическим насосом с приводом от двигателя мощностью 3,5 кВт. За счет усилия, возникающего при подаче под давлением гидравлической жидкости, поток которой распределяется с помощью трехпозиционных распределителей, осуществляются такие операции как: управление тисками, подъём/опускание пильной рамы, регулировка натяжения режущего полотна, а также перемещение кронштейна для направляющей и транспортировочного челнока. Насос, двигатель в сборе и гидравлический коллектор вместе со всеми распределителями удобно расположены в корпусе главной панели управления, что позволяет легко получить доступ к необходимому узлу системы при необходимости проведения технического обслуживания, а также минимизировать время простоя станка. В корпусе главной панели управления также встроены резервуар для масла вместимостью 64 литра и охладитель масла.
Электрическая система – основные компоненты электрического управления находятся в электрошкафу, расположенном в задней части станка слева. Переключатели ручного управления и органы управления ПЛК удобно расположены на панели управления в передней части станка. Все электрические компоненты и провода аккуратно распределены и промаркированы, что позволяет с лёгкостью найти нужный компонент при устранении неисправностей.
Лазерный указатель – проецирует лазерный луч вдоль линии режущего полотна. Может использоваться для быстрого измерения длины или для разметки при резании.
Органы управления - удобно расположены на панели управления в передней части станка справа, со стороны выгрузки материала. С помощью переключателей выбора и кнопок оператор может вручную управлять всеми функциями станка, включая аварийный останов.
С помощью ПЛК производства компании Mitsubishi и интерфейса с клавиатурой оператор может считывать показания скорости перемещения режущего полотна, скорости подачи, координаты предельного верхнего положения пильной рамы, а также продолжительность и оставшееся время обработки.
Привод полотна – управление двигателем привода режущего полотна осуществляется посредством преобразователя переменного тока Mitsubishi. Обеспечивает плавную работу и бесступенчатое регулирование скорости перемещения полотна от 14 до 82 м/мин.
Наружные тиски – дополнительные тиски с полным ходом губок, расположенные за пределами режущего полотна на стороне выгрузки.
Приводные роликовые конвейеры – доступны с длиной сегмента 1,5 м или 3 м. Соединены с роликовым конвейером в станине станка, от которого приводятся в движение цепью.